The Duravant family of operating companies serve the food processing, packaging and material handling segments.











Förderung
Our engineers apply advanced design principles and a wealth of experience to develop the best vibratory conveyor solutions in the industry for hundreds of different products. Each Key Technology conveyor — from collection conveyors to food conveyors and from industrial conveyor systems for grading, sizing and separating to transfer shakers — is built to the highest performance and sanitation standards to minimize lifecycle cost and maximize food safety.
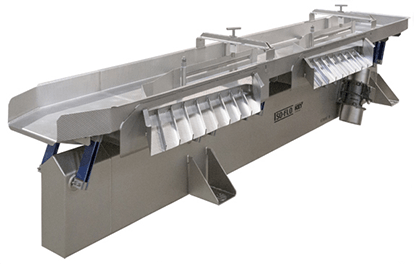
Sammelförderer
Behutsame Aufnahme von anderen Verarbeitungsgeräten, um Schäden zu minimieren und den Produktstrom zusammenzuführen.
Distribution Conveyors
Control product flow to downstream equipment using gates and diverters to meter the product by optimal amount.
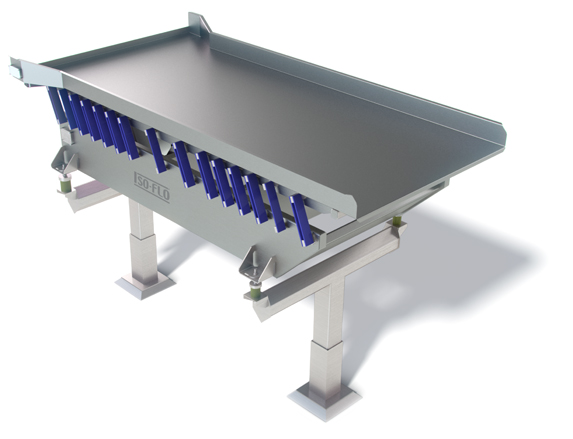
Feed Conveyors
Present your product to the next piece of processing equipment to maximize yield and improve performance of the downstream equipment.
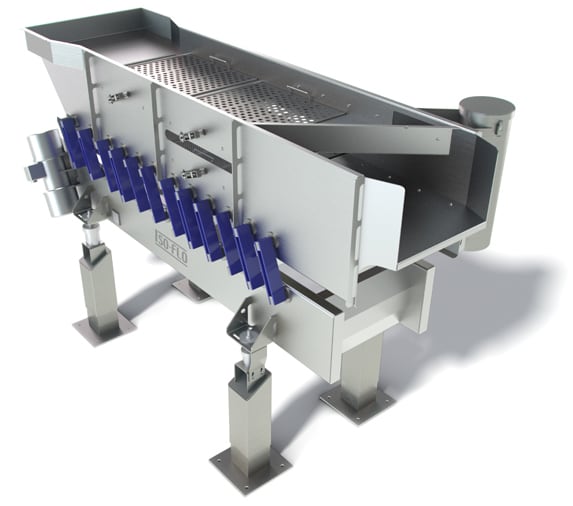
Grading / Sizing / Separating Conveyors
Robust and reliable, they securely hold screens, yet allow for quick removal for cleaning and change-over.
Transfer Conveyors
Industry-specific equipment elevates, declines or transports product during processing and packaging.